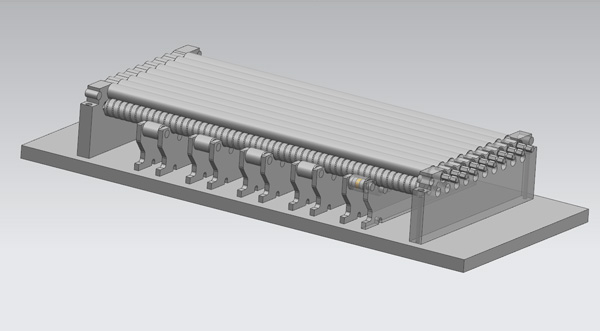
Backup rollers for our European customer are in assembling


The new produced backup rollers are for one of our European customers, this kind of backup roller/supporting roller mainly used for levelers and metal flattening machines.
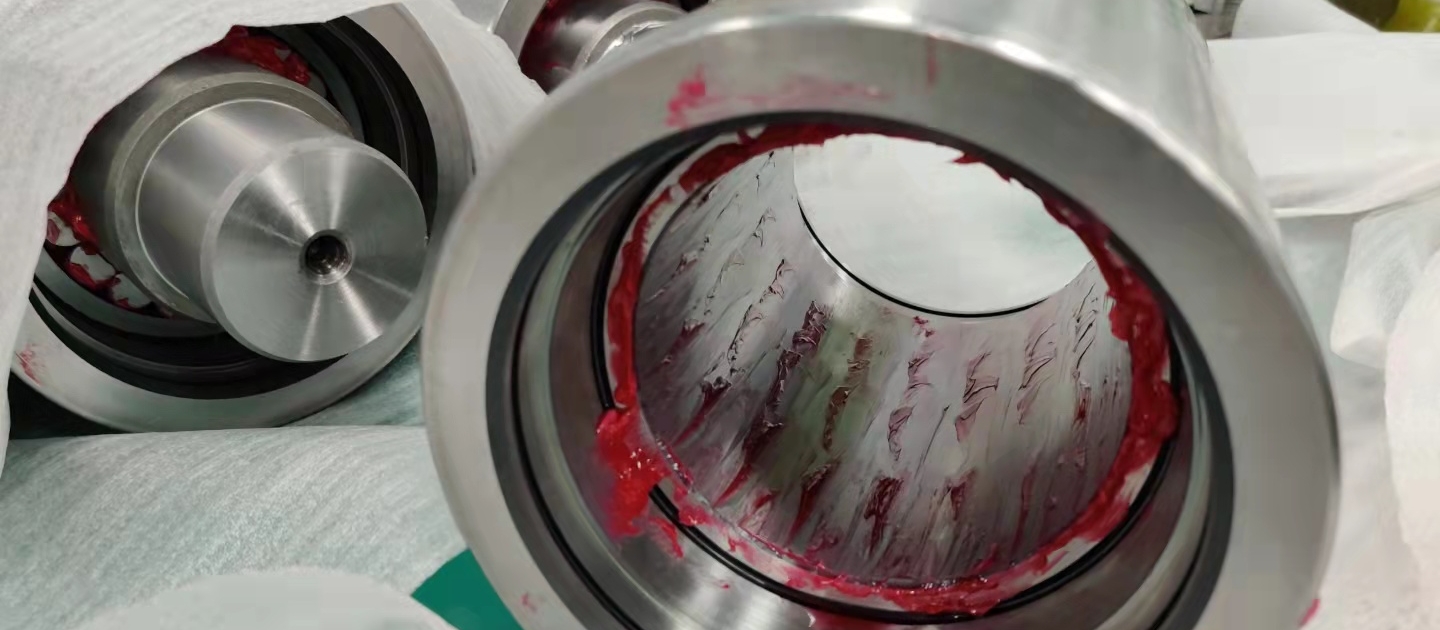
Forming rollers NUTR65150/54A used for spiral weld pipe mills
The NUTR65150/54A and NUTR50130/65 forming rollers mainly used for spiral weld pipe mills.
NUTR65150/54A: ID=65mm OD=150mm H=54mm Material in GCr15
NUTR50130/65: ID=50mm OD=130mm H=65mm Material in GCr15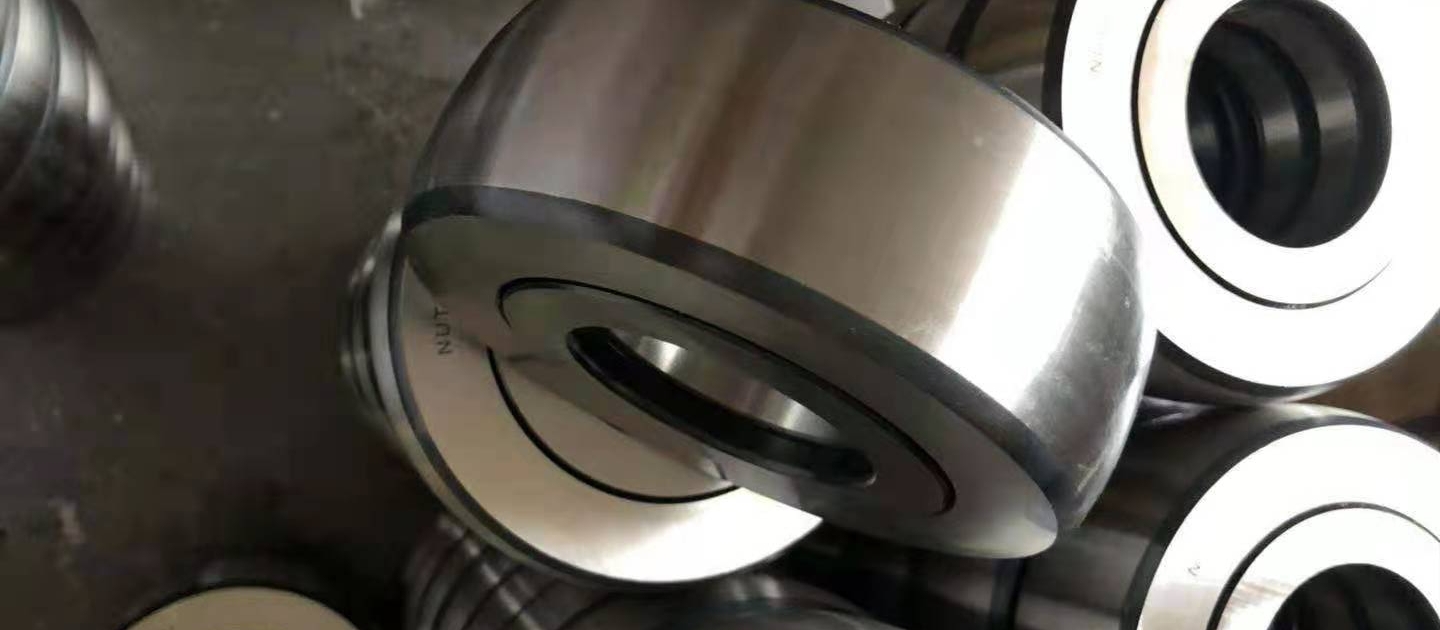


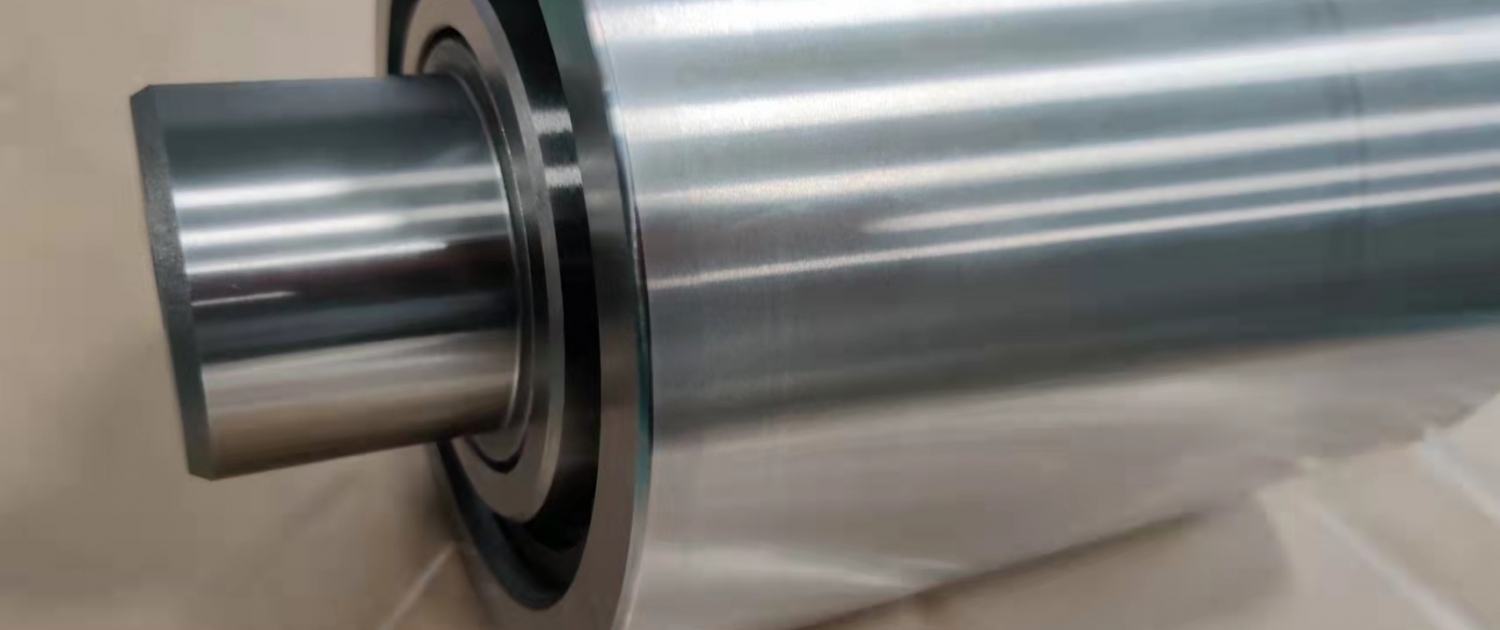
ERW pipe forming rolls export to Indonesia
These large diamater forming rolls are produced for our Indonesia customer. This kind of roll mainly used for ERW machines.
Material:SKD11
Round pipe rolls, tube roll tooling, tube forming rolls, square/ rectangular tube roll tooling,
Stainless steel pipe rolls, rolls for cold forming section and profile.



Backup rollers for metal sheet tension levelers straighteners


Back up rolls for steel industry, mainly used in the flattening and straightening lines of steel, stainless steel, aluminium sheets.
In addition, the range also includes double back-up rollers with pin, back-up rollers with tapered rollers, simple support rollers.
LYSYM is very experienced in this field, the produced backup rollers mainly supply to the tension leveler plants and steel industry worldwidely.
Please contact us for enquiry. E-mail: info@lysym-bearing.com
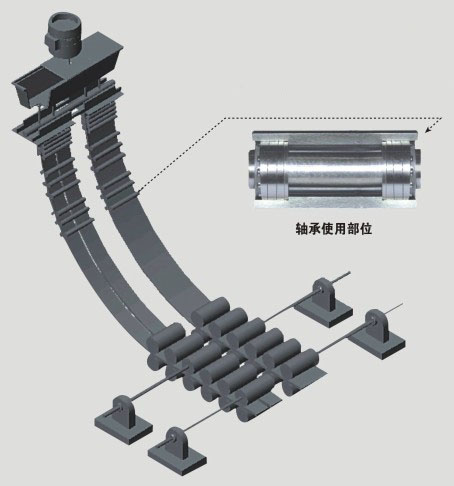
Spring bush bearings with phosphatized coating



The spiral ring roller bearings produced by our Company are applicable in the high-temperature working area. When its temperature reaches 300, the bearing can still bear shock vibration load, ensuring the operation accuracy of the equipment.
Working conditions of the bearing dedicated to continuous casting machine:
High temperature – thermal radiation temperature in casting blank.
Shock – shock vibration load incurred in jiggering blank.
Dust – metal oxide producing in cooling cast blank.
Waste water – flow and high-temperature steam of cooling water.
Spiral Ring Roller Bearings
The inner/outer rings and rolling elements of these bearings may be fabricated to elastomers according to the working conditions, which accordingly saves space occupation of bearings significantly and facilitates easy assembly/disassembly.
Performance features:
1.The axial stretch of inner/outer ring and rolling element under high-temperature environment enables automatic compensation of radial internal clearance, which tackles the tough task of locking bearing when the rigid bearing encounters narrowed clearance at high temperature.
2.Satisfactory lubrication performance: The proper gap among the components and arrangement mode of rolling elements contribute to the continuous and even distribution of lubricating oil on the working surfaces.
3.Strong impact toughness: The components feature good elastic deformation absorbing shock wave energy sufficiently, which not only maintains stable precision of bearing, but also protects the equipment.
Slewing bearing ready for assmbling in LYSYM


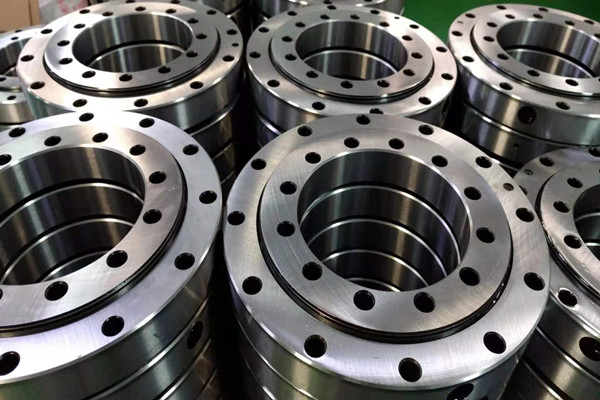

The new produced slewing bearings are for one of our Germany customer, the quality are the best.
LYSYM is the professional manufacturer of four point contact ball slewing bearings and crossed roller slewing bearings, welcome your enquiry if any interest.
LYSYM products shine in the bearing exhibition

During the exhibition, LYSYM bearings attracted a large number of exhibitors and made a strong publicity effect for the company’s products. The exhibition was a complete success. This time, our company mainly brought a variety of precision cross-roller bearings, uniform cross-section thin-wall bearings, turntable bearings, steel raceway bearings, etc. to the exhibition site. Our bearings are not only high in precision, but also at reasonable prices.
What caused the fracture of the bearing ring?

The fracture of crossed roller bearing ring is a typical bearing failure mode in bearing failure analysis. According to some typical modes of bearing failure analysis, it mainly includes fatigue, wear, corrosion, electric corrosion, fracture, and plastic deformation.
Bearing fracture can include: due to external force; due to fatigue; due to heat caused by the bearing ring fracture.
When the bearing is stored, installed, used, disassembled, etc., the bearing ring is damaged by external force, which will cause the bearing ring to break. When the crossed roller bearing is in operation, if fatigue occurs locally, the edge of the fatigue part will have a stress concentration during the operation of the bearing, and the failure of the bearing ring will start to expand along this stress concentration point, and the bearing ring will break. Therefore, this type of fracture is caused by local fatigue.
Another common type of bearing ring fracture occurs when the temperature changes. If the bearing ring is locally heated, the bearing ring will locally expand, which will result in the fracture of the bearing ring. This is the thermal expansion and cracking caused by the local overheating.
Transport storage and installation
Cross-roller slewing bearings should be transported carefully to avoid collisions, not radial collisions, and they should be fixed horizontally on a wooden board. For long-term storage, place it in a dry and airtight room. The outer surface should be wrapped with plastic film or greased paper and coated with anti-rust oil. The protective coating on the contact surface and gears should be cleaned before installation. During cleaning, avoid the cleaning agent from entering the raceway.
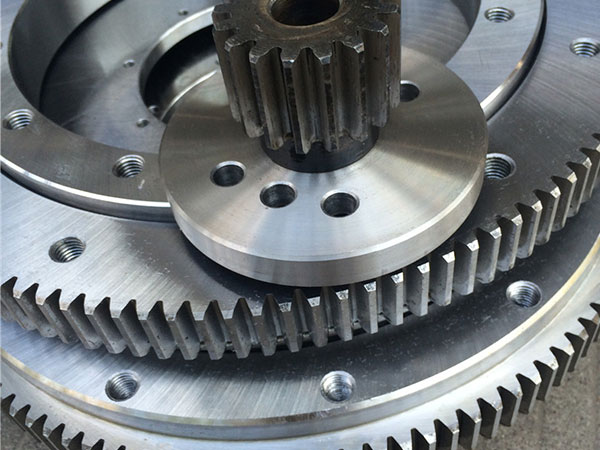
The assembly gap has been adjusted at the factory, and it is usually not suitable to be disassembled; if the gap does not meet the requirements, it can be disassembled and adjusted. The method to check the flatness of the installation contact surface is to use a feeler gauge, which can directly check the unevenness of the mating surface, or can be checked with an industrial instrument. When installing the cross roller slewing bearing, you should first fix the pressing ring and rotate the gear ring to find the larger point of the elliptical long axis on the pitch circle diameter, and paint on the large diameter teeth. The outer gear ring is positive, and the inner gear ring is Negative.
When installing the pinion gear, adjust to the meshing between the painted teeth on the large ring gear and the pinion gear teeth, and the meshing clearance meets the technical requirements of the assembly clearance, then tighten the fixing bolts, and recheck the meshing clearance on the entire circumference after fixing.
The installation of the contact surface needs to be machined to eliminate the plane error, and it must be carried out after the entire structural part is welded. The rigidity of the processed structural parts should also be checked. It is required that the deviation of the mounting surface is not allowed to exceed the large deviation value under the large rated load. In order to prevent the pitch error of the bolts, rolling bolts are used, and the material of the bolts is medium carbon steel or medium carbon alloy steel. The strength of bolts and nuts is controlled by relevant standards. When selecting bolts and nuts, the hardness of the nut material should be lower than that of the bolt material, so as to avoid the bolts and nuts from tightening seizure and reduce wear. When tightening the bolts, the tightening torque should be selected according to the hole diameter. The tightening bolts should be tightened symmetrically in the 180° direction with a torque wrench and reach the pre-tightening force.
Spring washers are not allowed during installation. In order to reduce the pressure on the contact surface between the bolt head and the support, round flat washers after quenching and tempering are used.