Transport storage and installation
Cross-roller slewing bearings should be transported carefully to avoid collisions, not radial collisions, and they should be fixed horizontally on a wooden board. For long-term storage, place it in a dry and airtight room. The outer surface should be wrapped with plastic film or greased paper and coated with anti-rust oil. The protective coating on the contact surface and gears should be cleaned before installation. During cleaning, avoid the cleaning agent from entering the raceway.
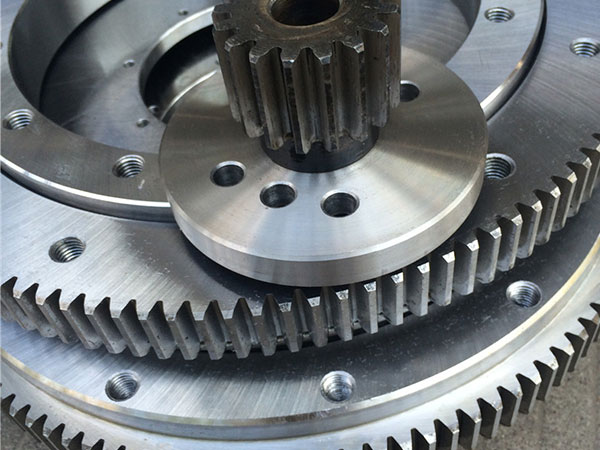
The assembly gap has been adjusted at the factory, and it is usually not suitable to be disassembled; if the gap does not meet the requirements, it can be disassembled and adjusted. The method to check the flatness of the installation contact surface is to use a feeler gauge, which can directly check the unevenness of the mating surface, or can be checked with an industrial instrument. When installing the cross roller slewing bearing, you should first fix the pressing ring and rotate the gear ring to find the larger point of the elliptical long axis on the pitch circle diameter, and paint on the large diameter teeth. The outer gear ring is positive, and the inner gear ring is Negative.
When installing the pinion gear, adjust to the meshing between the painted teeth on the large ring gear and the pinion gear teeth, and the meshing clearance meets the technical requirements of the assembly clearance, then tighten the fixing bolts, and recheck the meshing clearance on the entire circumference after fixing.
The installation of the contact surface needs to be machined to eliminate the plane error, and it must be carried out after the entire structural part is welded. The rigidity of the processed structural parts should also be checked. It is required that the deviation of the mounting surface is not allowed to exceed the large deviation value under the large rated load. In order to prevent the pitch error of the bolts, rolling bolts are used, and the material of the bolts is medium carbon steel or medium carbon alloy steel. The strength of bolts and nuts is controlled by relevant standards. When selecting bolts and nuts, the hardness of the nut material should be lower than that of the bolt material, so as to avoid the bolts and nuts from tightening seizure and reduce wear. When tightening the bolts, the tightening torque should be selected according to the hole diameter. The tightening bolts should be tightened symmetrically in the 180° direction with a torque wrench and reach the pre-tightening force.
Spring washers are not allowed during installation. In order to reduce the pressure on the contact surface between the bolt head and the support, round flat washers after quenching and tempering are used.

