Backup rollers for metal sheet tension levelers straighteners
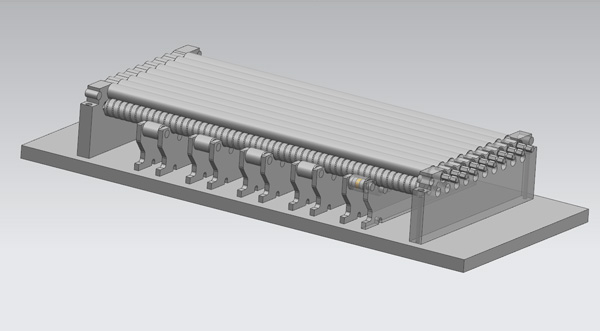


Back up rolls for steel industry, mainly used in the flattening and straightening lines of steel, stainless steel, aluminium sheets.
In addition, the range also includes double back-up rollers with pin, back-up rollers with tapered rollers, simple support rollers.
LYSYM is very experienced in this field, the produced backup rollers mainly supply to the tension leveler plants and steel industry worldwidely.
Please contact us for enquiry. E-mail: info@lysym-bearing.com
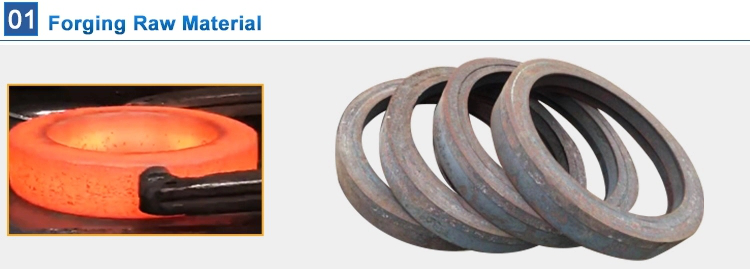
Rotary table bearing manufacturing process

Rough and finish turning by CNC lathes. Each process will be checked according to the drawings. Especially for the oil groove, ellipse, triangle, outer circle(ring) allowance, inner circle(ring) allowance, and chamfer must meet the requirements of the drawing. Well prepared for next steps.
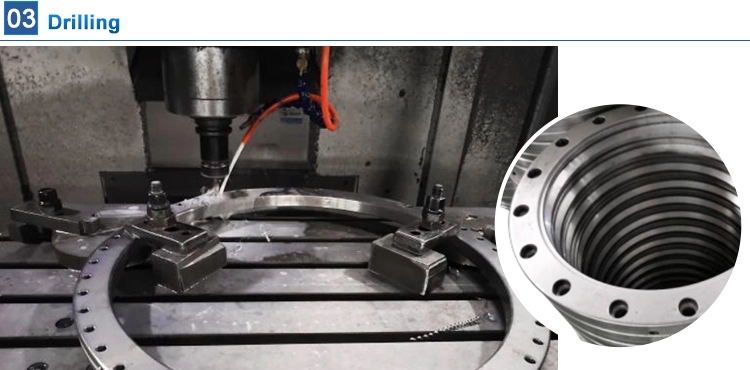
According to the drawings, the machining center is required to process. The key point is to level the countersink not to be uneven; the through hole be smooth without spirals; the threaded hole meets the requirements, can not drill bottom hole too large for easy & fast tapping. Hole chamfer requires angle, size and appearance all meet the requirements.
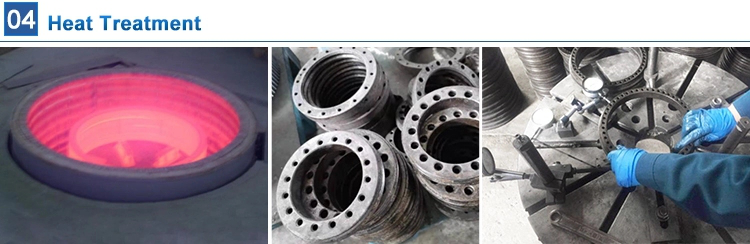
Heat treatment will be done according to the types of row material. Row material must ensure the hardness and heat treatment deformation are controlled within the qualified range.

A: Surface: Make sure that the machine is cooled in place, control the surface(plane)
bending and parallel difference(tolerance). Pickling flaw detection for the first product to see whether there is burning damage
or crack.
B: Outer diameter(ring): Control ellipse, triangle and size. When the product height is large, repeated grinding is needed .
C: Inner diameter(ring): Control ellipse, wall thickness and taper. If the product height is large, the vertical difference should meet the requirements.
D: Raceway: Due to the particularity of the product, it is necessary to grind at a fixed distance and ensure that the cooling is in place. The flaw detection of wall thickness for the sample should be qualified not less than 80%.

Ensure chamfer, oil groove smooth and without vibration.


100% finish grinding the surface, inner diameter and raceway. The key function is to improve the products’ accuracy, eliminate the ellipse and triangle deformation because of the tempering.


All procedures should be processed strictly in accordance with the drawings. Special for the temperature difference during tempering; roughness and angle during raceway processing for outer&inner diameter should be 100% inspected.
![]()
Magnetic Particle Inspection: fully magnetizing to make the magnetic powder evenly poured on the product. Observing whether the magnetic powder is concentrated. There would be no concentrated or remaining magnetic powder for good products.


Spring bush bearings with phosphatized coating



The spiral ring roller bearings produced by our Company are applicable in the high-temperature working area. When its temperature reaches 300, the bearing can still bear shock vibration load, ensuring the operation accuracy of the equipment.
Working conditions of the bearing dedicated to continuous casting machine:
High temperature – thermal radiation temperature in casting blank.
Shock – shock vibration load incurred in jiggering blank.
Dust – metal oxide producing in cooling cast blank.
Waste water – flow and high-temperature steam of cooling water.
Spiral Ring Roller Bearings
The inner/outer rings and rolling elements of these bearings may be fabricated to elastomers according to the working conditions, which accordingly saves space occupation of bearings significantly and facilitates easy assembly/disassembly.
Performance features:
1.The axial stretch of inner/outer ring and rolling element under high-temperature environment enables automatic compensation of radial internal clearance, which tackles the tough task of locking bearing when the rigid bearing encounters narrowed clearance at high temperature.
2.Satisfactory lubrication performance: The proper gap among the components and arrangement mode of rolling elements contribute to the continuous and even distribution of lubricating oil on the working surfaces.
3.Strong impact toughness: The components feature good elastic deformation absorbing shock wave energy sufficiently, which not only maintains stable precision of bearing, but also protects the equipment.
Slewing bearing ready for assmbling in LYSYM


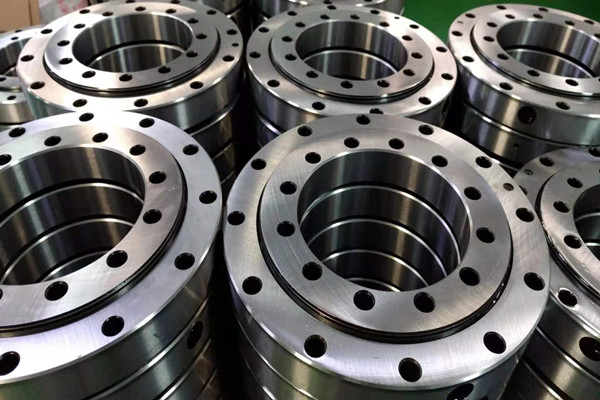

The new produced slewing bearings are for one of our Germany customer, the quality are the best.
LYSYM is the professional manufacturer of four point contact ball slewing bearings and crossed roller slewing bearings, welcome your enquiry if any interest.
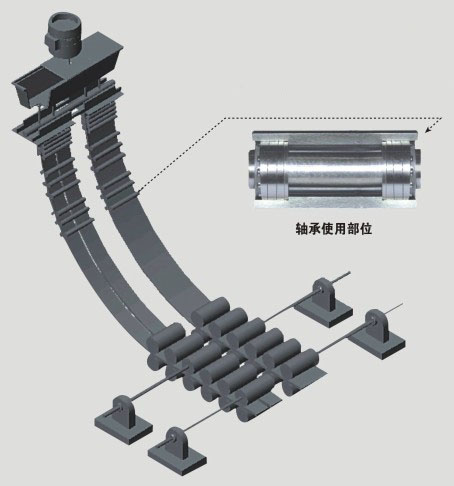
Back-up rollers design and application for a better metal sheet quality


Back-up rollers in tension levelers are key parts which essential to support and limit the movement of the work rolls in order to get excellent quality on the metal sheet as well as reduce potential defects. Aware of the importance of this processing phase, LYSYM uses high quality steel for the production of its back-up rollers for tension levelers, with or without shafts.


To increase the bearing life, it can be ensured that the finished product will be free from imperfections caused by the rollers themselves. The effectiveness of the production process is particularly important in the case of flat products in stainless steel, aluminum and copper, for which the surface finishing represents a fundamental characteristic of the product.


Another issue in the processing of the sheet is caused by unscheduled production lines stoppages due to unforeseen maintenance interventions. Also in this case the fallout on the production cycle is immediate, with delays that impact the production itself. To give a concrete answer to the problem, LYSYM has implemented technological solutions in the production phase of its back-up rollers which have the objective of improving the performance and the useful life of the bearing and consequently extending the maintenance time. Among these we mention the rolling elements with a logarithmic profile, which distribute the hertzian pressures between rolling element and rolling track. The shafts made with special steels improve the toughness and avoid possible fatigue failures that are very common in this type of application.
In order to improve the bearing behavior and extend its life, LYSYM has also adopted axial containment with a cylindrical roller cage.


Concerning the sealing system, the choice is FEY laminar rings, capable to operate with high temperatures and reduce the rolling torques, with the guarantee of very high efficiency throughout the life of the bearing. For the purpose of lengthening the maintenance intervals, a lubrication circuit inside the bearing is specifically designed in order to provide the lubrication of all the axial and radial rolling surfaces. The camber of the outer mantle of the back-up rollers is adopted to counterbalance possible misalignments of the machine supports. LYSYM supplies the rollers in radial or axial-radial versions. Moreover, depending on the type of application, the company can supply, on request, also seals in metal or synthetic material.
LYSYM products shine in the bearing exhibition

During the exhibition, LYSYM bearings attracted a large number of exhibitors and made a strong publicity effect for the company’s products. The exhibition was a complete success. This time, our company mainly brought a variety of precision cross-roller bearings, uniform cross-section thin-wall bearings, turntable bearings, steel raceway bearings, etc. to the exhibition site. Our bearings are not only high in precision, but also at reasonable prices.
What caused the fracture of the bearing ring?

The fracture of crossed roller bearing ring is a typical bearing failure mode in bearing failure analysis. According to some typical modes of bearing failure analysis, it mainly includes fatigue, wear, corrosion, electric corrosion, fracture, and plastic deformation.
Bearing fracture can include: due to external force; due to fatigue; due to heat caused by the bearing ring fracture.
When the bearing is stored, installed, used, disassembled, etc., the bearing ring is damaged by external force, which will cause the bearing ring to break. When the crossed roller bearing is in operation, if fatigue occurs locally, the edge of the fatigue part will have a stress concentration during the operation of the bearing, and the failure of the bearing ring will start to expand along this stress concentration point, and the bearing ring will break. Therefore, this type of fracture is caused by local fatigue.
Another common type of bearing ring fracture occurs when the temperature changes. If the bearing ring is locally heated, the bearing ring will locally expand, which will result in the fracture of the bearing ring. This is the thermal expansion and cracking caused by the local overheating.
Transport storage and installation
Cross-roller slewing bearings should be transported carefully to avoid collisions, not radial collisions, and they should be fixed horizontally on a wooden board. For long-term storage, place it in a dry and airtight room. The outer surface should be wrapped with plastic film or greased paper and coated with anti-rust oil. The protective coating on the contact surface and gears should be cleaned before installation. During cleaning, avoid the cleaning agent from entering the raceway.
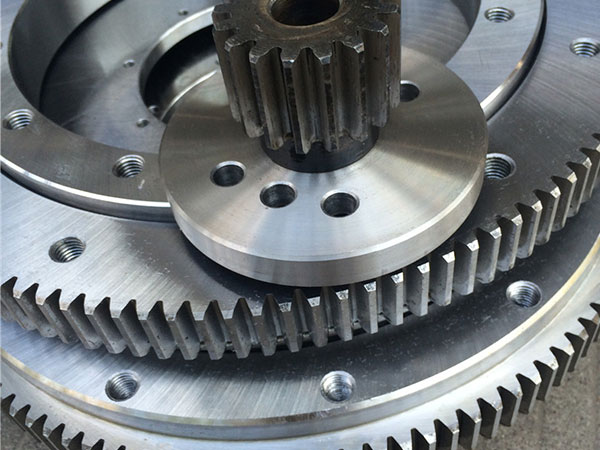
The assembly gap has been adjusted at the factory, and it is usually not suitable to be disassembled; if the gap does not meet the requirements, it can be disassembled and adjusted. The method to check the flatness of the installation contact surface is to use a feeler gauge, which can directly check the unevenness of the mating surface, or can be checked with an industrial instrument. When installing the cross roller slewing bearing, you should first fix the pressing ring and rotate the gear ring to find the larger point of the elliptical long axis on the pitch circle diameter, and paint on the large diameter teeth. The outer gear ring is positive, and the inner gear ring is Negative.
When installing the pinion gear, adjust to the meshing between the painted teeth on the large ring gear and the pinion gear teeth, and the meshing clearance meets the technical requirements of the assembly clearance, then tighten the fixing bolts, and recheck the meshing clearance on the entire circumference after fixing.
The installation of the contact surface needs to be machined to eliminate the plane error, and it must be carried out after the entire structural part is welded. The rigidity of the processed structural parts should also be checked. It is required that the deviation of the mounting surface is not allowed to exceed the large deviation value under the large rated load. In order to prevent the pitch error of the bolts, rolling bolts are used, and the material of the bolts is medium carbon steel or medium carbon alloy steel. The strength of bolts and nuts is controlled by relevant standards. When selecting bolts and nuts, the hardness of the nut material should be lower than that of the bolt material, so as to avoid the bolts and nuts from tightening seizure and reduce wear. When tightening the bolts, the tightening torque should be selected according to the hole diameter. The tightening bolts should be tightened symmetrically in the 180° direction with a torque wrench and reach the pre-tightening force.
Spring washers are not allowed during installation. In order to reduce the pressure on the contact surface between the bolt head and the support, round flat washers after quenching and tempering are used.
How to prolong the service life of bearings

Choose the right bearing
In order to select a more suitable bearing from a large number of structures and sizes, it is necessary to study from various angles. The specific method of bearing selection is as follows:
1. The bearing structure is determined
Considering the ease of arrangement, installation, and disassembly of the bearing as a shaft system, the allowable space and size of the bearing, and the marketability of the bearing, the bearing structure is roughly determined.
2. Service life
While comparing and studying the design life of various machinery using bearings and the various endurance limits of the bearings, the bearing size is determined. When selecting a bearing, it is often biased to consider only the fatigue life of the bearing. The grease life, wear and noise caused by the aging of the grease also need to be fully studied.
3. Determination of bearing use
According to different uses, it is necessary to select specially designed bearings for accuracy, clearance, cage structure, grease, etc. requirements. However, there is no certain order and rules for selecting bearings. The priority should be considered for the requirements of the bearing, performance, and more related matters, which is especially practical.
The effect of heat treatment on the material of cross roller bearing

Crossed roller bearings are a kind of bearings that are used more mechanically, especially in industrial machines. Of course, when we use them, we need to have better performance of crossed roller bearings to ensure the performance of crossed roller bearings. For various properties, then we need to perform heat treatment on its processed materials, so why do we need heat treatment? Let’s take a look! 1. Surface residual stress The distribution of surface residual stress of bearing steel after quenching is largely affected by the cooling rate and quenching medium. For the materials used in crossed roller bearings, heating to 840 ℃…